与谷歌
与谷歌 与Facebook连接
与Facebook连接



| 标准层厚度 | 80µm |
| 精确 | ±0.3%(最小±0.3 mm) |

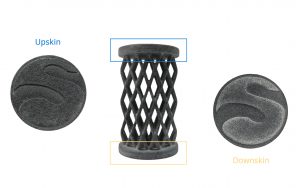
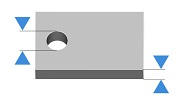
由于打印过程的原因,对象将有上表皮和下表皮。上皮有点凹,而下皮有点凸。向上蒙皮将显示在对象的顶部,向下蒙皮将显示在对象的底部。当你设置3D模型的方向时,这是很重要的。如果上皮和下皮会影响您的设计,请事先确定方向,我们将尽最大努力尊重它,否则我们的技术人员将选择最好的。
| 最大大小 | 370 x 274 x 380毫米 |
| 最大尺寸的 | 300 × 220 × 180 mm |
| 最大尺寸 | 尺寸:274 x 274 x 380毫米 |
| 最大尺寸颜色抗蚀剂 | 尺寸:274 x 274 x 380毫米 |

您的模型的最大尺寸受我们3D打印机的物理尺寸的限制-没有什么可以打印比打印机床更大。
聚酰胺印花没有最小尺寸,记住,墙壁和结构方面的最小厚度,以确保物体不会破裂是0.6毫米。
| 最小壁厚(柔性) | 0.6毫米
|
| 最小壁厚(刚性) | 2毫米
|
| 最小壁厚的支柱 | 0.7毫米的支持下
|
| 最小壁厚特别设计方面 | 1-2mm |

你的设计的墙壁必须坚持最小厚度0.6毫米,以确保结构不会破裂。如果您的模型的墙壁小于0.6 mm,您可以增加一个支撑结构以保持稳定。
有茎元素是一种设计,其长度至少是厚度的两倍。对于具有特定设计约束的无支撑和有支撑点的元素或部分设计,为了保证物体不会断裂,最小厚度为0.9mm也很重要。

增加支撑结构以保持稳定。例如,如果你在做一个半身像,你可以在模特头部的更多地方加上薄的设计,比如耳朵。这样做将避免悬臂和容易破坏的元素在最终打印。
如果壁厚为0.6,您的设计将略微灵活。为了获得更大的刚度,我们建议壁厚为2mm。

支撑着又大又重的模型的薄壁会在自身的重量下变形。
Bet188亚洲Sculpteo提供了一个在线坚固性检查工具,可以突出显示打印物中可能太薄而无法打印的部分。从那里,您可以调整您的设计,以创建一个具有适当厚度的对象。要使用它,你只需要上传3D文件,选择你的资料,然后点击“验证”标签。
记住对象是要打印到现实生活中的,这一点也很重要。因此,如果一个细面支撑的东西对它来说太重了,它可能会断裂——即使它在你的3D建模软件提供的物理中是可能的。我们建议增加一些厚度的地方,将得到很多处理,或支持最多的重量。
别忘了

请记住,我们的可靠性检查工具不会检测物理偏差,如浮动部件、不稳定的位置、相对于其厚度支持过多重量的部件等。必须特别注意设计的几何形状,最受力的部分必须加厚。
| 最小细节尺寸 | 0.2毫米 |
| 最小的高度和宽度细节 | 压花:0.4毫米
|
| 可读文本的最小高度和宽度 | 0.4毫米 |
| 放大率 | 1/1
|


细节的最小精度主要取决于3D打印机的分辨率。然而,在清洗过程中,一个细微的细节层也可能会丢失。为了让细节和文本可见,我们建议至少遵循我们推荐的大小。
特别精细的浮雕和雕刻可能看不见,因为雕刻品中可能充满了多余的粉末,后来无法清理。如果压花或雕刻是您的设计的一个重要部分,我们建议使他们尽可能深。为了确保更好的去粉效果(从而获得更好的细节可视性),细节的宽度必须至少和深度一样大。
| 封闭的部分? | 是的 |
| 联锁部件? | 是的 |

得益于HP技术,我们的Multi Jet Fusion材料有能力打印最复杂的材料设计。复杂设计的一个例子是一个卷被另一个卷包围,就像链子或沙球。我们的打印机有能力打印一个完全连锁的链,没有支撑结构拆除。
| 固定墙之间的最小间距 | 0.5毫米 |
| 零件间最小间隙 | 0.5毫米 |

为了成功的3D打印,物体之间需要有最小的间隙,以便将多余的材料吹出。如果在设计中没有留下这个空间,物体将是一个固体。这对于铰接物体来说尤其重要,因为墙壁之间的空间将决定物体的移动能力。
间隙应至少为0.5毫米,但这是小型物体的最小间距。较大的物体各部分之间需要更大的空间。这是由于惠普的印刷过程。我们的打印机床在这个过程中会被加热,较大的物体会被加热更长的时间。大物体之间的小空间有熔化的危险,因为它在很长一段时间内都处于高温下。在其他一些情况下,应该增加孔,以便我们在间隙内排水多余的粉末材料。
| 组装吗? | 是的 |
| 最小空间 | 0.5毫米 |
用聚酰胺打印的物体可以打印出来组装。只要在物体的不同部分之间留下至少0.5毫米的宽度。
| 挖空吗? | 是的 |
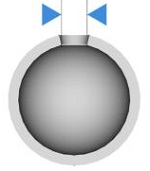
我们的在线空穴优化工具有能力大大降低打印的价格,通过减少材料使用量。
使用工具需要添加两个洞到你的模型,这将作为排水多余的粉末材料在对象。这些洞的最小尺寸是由我们的网站决定的。否则,可以在3D建模软件中手动中空对象。
| 有多个对象的文件? | 不 |
使用我们的3D塑料打印机不可能打印包含多个对象的3D文件。