聚合物粉末
光敏聚合物树脂
聚合物长丝


| 标准层厚度 | 40µm |
| 精确 | + / - 0.2毫米 |
| 最大原始尺寸 | 220 x 220 x 250毫米 |
| 最小壁厚 | 1毫米 |
| 特殊设计方面的最小厚度 | 1毫米 |

您设计的墙壁必须最小厚度为2 mm,以确保结构不会破裂。如果模型的墙小于2 mm,建议加厚或添加支撑结构以保持稳定性。
为保证物体的坚固性,建议物体的厚度不小于2mm。
同样重要的是要记住,对象是以物理形式打印的。因此,如果一个薄的方面支持的东西对它来说太重了,它可能会断裂——即使它可能与3D打印程序中提供的物理。我们建议在处理量大或重量最大的地方增加一点厚度。
别忘了

请记住,我们的可靠性检查工具不会检测物理偏差,如浮动部件、不稳定的位置、相对于其厚度支持过多重量的部件等。必须特别注意设计的几何形状,最受力的部分必须加厚。
| 最小细节尺寸 | 1毫米 |
| 最小高度和宽度详图 | 压花:0.5毫米 雕刻:0.5毫米 |
| 可读文本的最小高度和宽度 | 1毫米 |
| 放大率 | 1/1 |
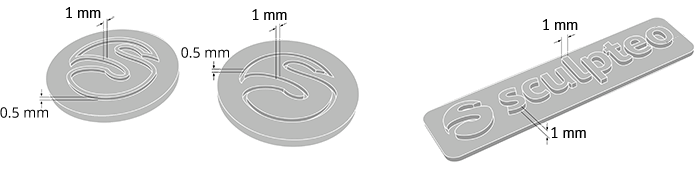
细节的最小精度主要取决于打印机的分辨率。但是,在清洁过程中,也可能会丢失一层精细的细节。为了使细节或文字可见,我们强烈建议您至少遵循我们建议的尺寸。为了确保更好地去除粉末(从而获得更好的细节精度),细节的宽度必须至少与深度一样大。
| 封闭零件? | 不推荐 |
| 联锁部分? | 不推荐 |
| 固定墙之间的最小间距 | 0.2毫米 |
| 零件之间的最小间隙 | 0.2毫米 |
![]()
对于成功的3D打印,需要在对象之间留出最小间隙,以便将多余的材料吹出。如果此空间未保留在设计中,则对象将为实体。这对于铰接对象尤其重要,因为墙之间的剩余空间将定义对象的移动能力。
间隙应至少为0.2毫米,并取决于您的对象的大小。对于大尺寸,间隙应该更大。这是由于DMLS打印过程。我们的打印机床在这个过程中会被加热,较大的物体会被加热更长的时间。物体之间很小的空间就会造成它们融化的风险,因为它们在很长一段时间内都处于高温下。在其他一些情况下,应该增加孔,以便我们在间隙内排水多余的粉末材料。
间隙应至少为0.2 mm,但这是小型物体的最小间隙。较大的对象在其零件之间需要更多的空间。
| 装配 | 不 |
| 掏空? | 不 |

| 包含多个对象的文件? | 不 |

这是不可能3D打印一个3D文件包含几个对象不锈钢。
无法打印包含多个对象的三维文件,这就是为什么我们不能接受包含多个对象簇的文件。但是,如果您希望购买多个相同的零件,可以在结帐期间选择要订购的零件数量。订购的零件越多,每个零件的价格就越低。
您也可以使用我们的在线工具看看我们的技巧和提示如何降低你的3D打印价格。
要获得有关金属添加剂制造服务的更多信息,您可以联系我们合格的销售团队。


 与谷歌
与谷歌 与Facebook连接
与Facebook连接

