聚合物粉末
光敏聚合物树脂
聚合物纤维




| 标准层厚度 | 25µm |
| 精确 | 未抛光:高达2% 抛光:高达3% |
我们的3D打印机,项目3500 CPX HD,允许我们在只有0.025毫米的层高打印高清晰度。
因此,重要的是,您上传的文件是最高质量的可能,这样就不会发生三角将在最终打印。但是,请记住,你的3D文件大小不能超过50Mb。
铜的层厚为25µm。在印刷过程中会发生收缩。因此,零件设计时应考虑以下收缩因素:
| 最小尺寸 | 2.4 x 2.4 x 0.8 mm |
| 最大大小 | 60 x 80 x 100毫米 |
| 最小壁厚 | 0.8毫米 |
| 最小壁厚的支柱 | 1毫米 |
| 最小壁厚特别设计方面 | 1毫米 |
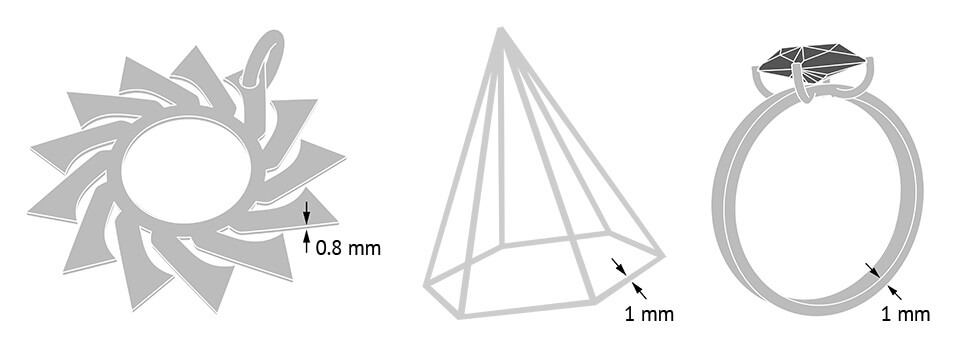
你设计的墙壁必须坚持最低厚度为0.8毫米,以保证结构将被支撑而不会在其自身的重量下断裂。如果你的模型的壁小于0.8毫米,你应该简单地在3D设计程序中加厚壁,或者选择更适合薄设计的材料。
有茎元素是一种设计,其长度至少是厚度的两倍。对于具有特定设计约束的无支撑和有支撑点的元素或部分设计,为了保证物体不会断裂,最小厚度为1mm也很重要。
在0.8壁厚的情况下,你的设计会稍微灵活一些。为了获得更多的刚性,我们建议壁厚为2mm。银是一种相对有延展性和较重的材料,如果物体的某一区域被施加过多的重量,它就会变形。我们建议您加厚应力最大的部分,或选择更适合您的设计的材料。
银是一种相对可塑性较好的材料。压力最大和最脆弱的区域可能会被扭曲。我们建议您加厚它们以避免扭曲。
Bet188亚洲Sculpteo提供了一个在线可靠性检查工具,可以突出打印可能太薄的部分。从那里,你可以调整你的设计,以创建一个对象,是一个合适的厚度。要使用它,你只需要上传3D文件,选择你的资料,然后点击“验证”选项卡。
别忘了

请记住,我们的可靠性检查工具不会检测物理偏差,如浮动部件、不稳定的位置、相对于其厚度支持过多重量的部件等。必须特别注意设计的几何形状,最受力的部分必须加厚。
| 详图的最小尺寸(mm) | 0.4 |
| 最小高度和宽度细节(mm) | 浮雕:0.5 刻字:0.4 |
| 可读文本的最小高度和宽度(mm) | 宽度:0.5 身高1.5 |
| 放大率 | 1/1 |
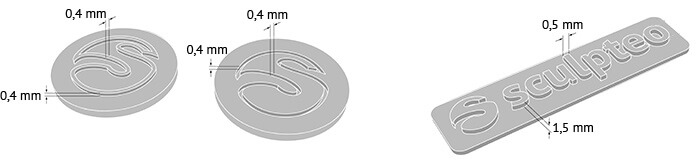
对于银来说,决定最小尺寸细节的主要因素是铸造过程。当一个物体被复制到一个模子里,然后用银填充,一些蚀刻和浮雕的细节变得更加复杂。因此,为了使细节和文本可见且不会中断,我们建议至少遵循我们推荐的大小。为了确保更好的可见性,细节的宽度必须至少和它们的深度一样大。
| 封闭零件? | 不 |
| 联锁部分? | 不 |
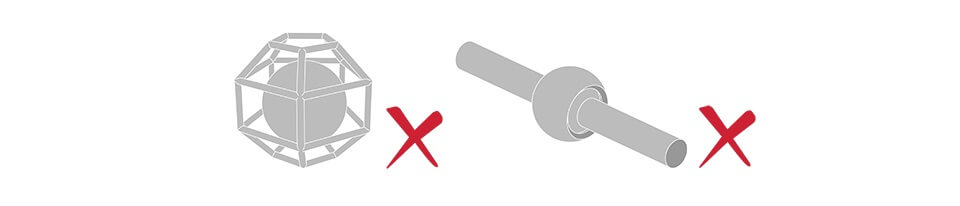
银色模型不具备将物体包裹在另一个物体内的打印能力。这是因为对象首先是用蜡打印的,这就要求支持其他自由浮动的对象。
| 固定墙之间的最小间距 | 0.3毫米 |
| 零件间最小间隙 | 0.3毫米 |
 为了成功地在蜡上进行3D打印,然后将蜡铸成银,至少需要0.3 mm的空间。这样,在打印过程中,就有足够的空间让多余的was液体从物体的壁之间排出。小于该值的间隙将导致最终设计中出现故障。
为了成功地在蜡上进行3D打印,然后将蜡铸成银,至少需要0.3 mm的空间。这样,在打印过程中,就有足够的空间让多余的was液体从物体的壁之间排出。小于该值的间隙将导致最终设计中出现故障。
| 组装吗? | 不 |
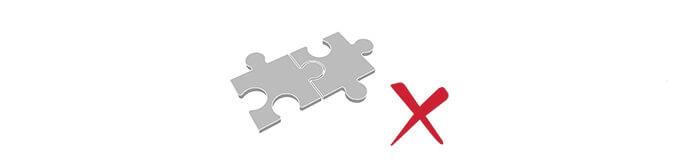
组装件目前不可能与我们的银印刷选项。
| 挖空吗? | 不 |

由于版画首先是在蜡中进行的,所以这件物品不能像我们的一些其他材料那样被掏空。
| 有多个对象的文件? | 不 |

这是不可能3D打印一个3D文件包含几个对象在银色。

 与谷歌
与谷歌 与Facebook连接
与Facebook连接
